










{kind=link}
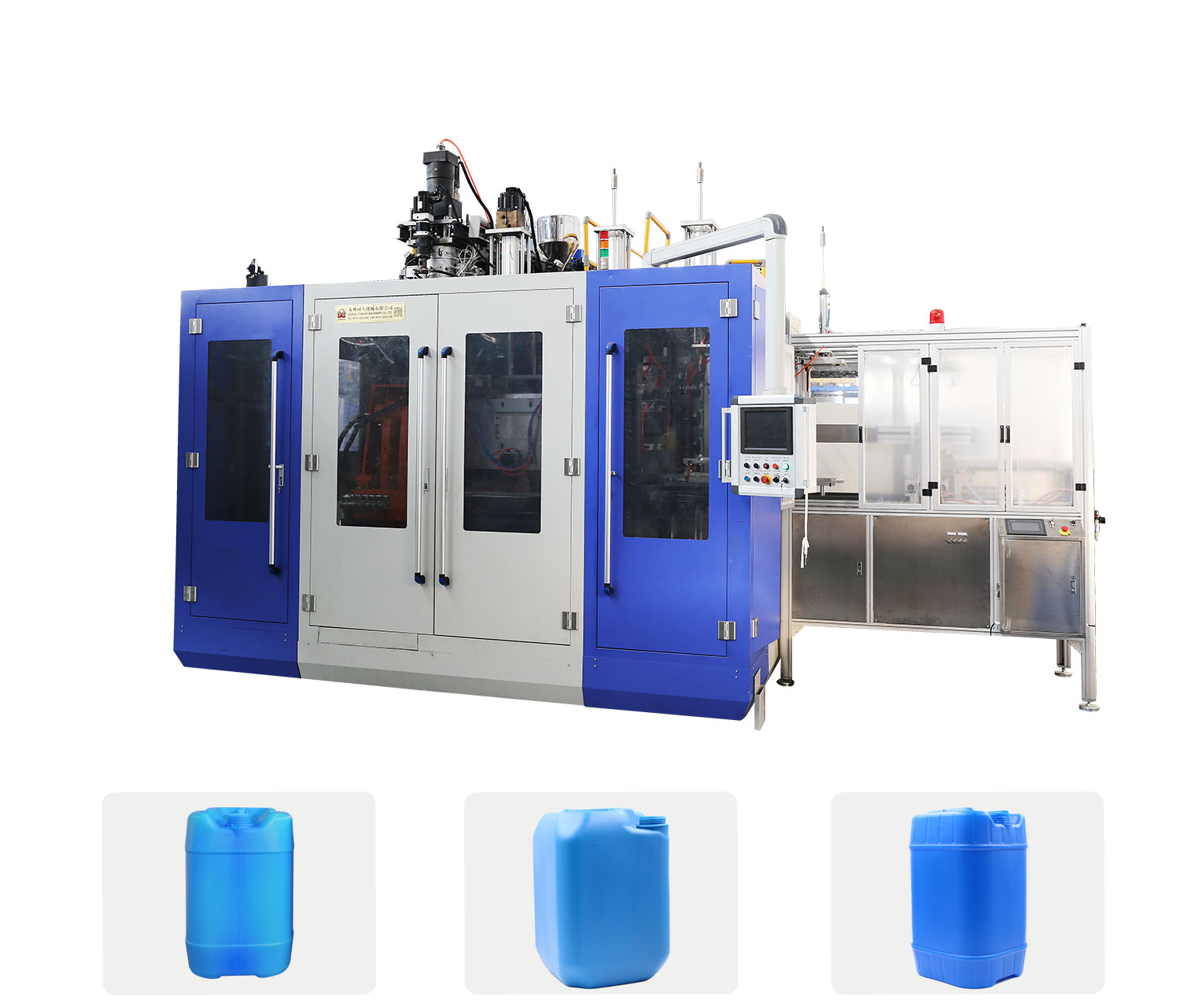
After the parison is inflated and shaped, the mold can be opened, and the extrusion blow molded product can be taken out from the mold. Extrusion Shenzhen blow molding products have no fixed equipment, and according to the type of products and the capacity of the products, the following methods can be used:

1. The operator directly removes the product from the mold by hand;
2, small bottles of products, compressed air (below the inflation pressure) can be used to blow the product out of the mold, into the conveyor belt or skateboard.
3. The pontoon robot grips the flash or type of material of the blow molded product, takes the product out of the mold, and places it in the set position. Robots that use the smashing program can also perform operations such as removing flash, cutting, assembling, and packaging.
The time for demolding the product is the non-production time after the blow molding of the parison, and the shorter the better. However, if the product cannot be demolded smoothly, the molding cycle is not only prolonged, the normal molding process is disturbed, and the parison waste is increased, and the factors that are difficult to demold are mainly the following.
1. Excessive cooling of the product: the increase of molding cooling (blowing) time, the increase of inflation pressure, and the reduction of the wall thickness of the parison are beneficial to the shaping of the product and reduce the shrinkage of the product. However, excessive cooling of the product not only reduces the production efficiency, but also reduces the shrinkage rate of the product, increases the rigidity, and makes it difficult to demold.
2, mold design error: in the design of the inflation mold, due to poor consideration, resulting in unreasonable design. For example, the mold cavity is not designed with a suitable draft angle; the mold is not coordinated in the handle and the insert part; the mold guide column is unreasonably set or improperly installed; the mold cavity surface has burrs and roughness; The depth or slope design of the groove in the cavity is not reasonable enough, etc., all of which will make the product difficult to demould.
3. The anti-blocking property of plastic raw materials of hollow blow molding products is poor: when these phenomena occur, it can be solved by adding a molding agent (external lubricant) and spraying a mold release agent in the mold cavity.
4. Operation error: When the operator produces blow molding products, he accidentally collides with the surface of the mold due to inadvertent work. If the surface of the cavity is scratched with a hard metal tool, causing burrs, etc., it may cause difficulty in demoulding.